13983378238
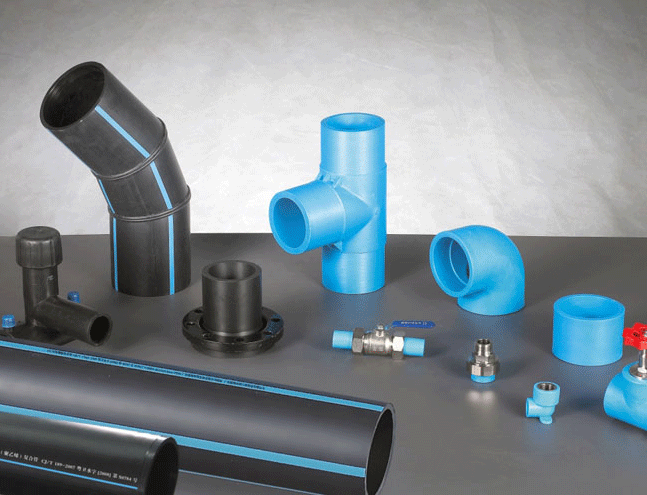
PE(聚乙烯)材料由于其强度高、耐腐蚀、无毒等特点,被广泛应用于给水管制造领域。因为它不会生锈,所以,是替代普通铁给水管的理想管材。PE给水管执行产品国家标准:GB/T 13663.1-2017、GB/T 13663.2-2018《给水用聚乙烯(PE)管道系统第2部分:管材》。
技术要求
1 颜色
市政饮用水管材的颜色为蓝色或黑色,黑色管上应有共挤出蓝色色条。色条沿管材纵向至少有三条。其他用途水管可以为蓝色和黑色。暴露在阳光下的敷设管道(如地上管道)必须是黑色。
2外观
管材的内外表面应清洁、光滑,不允许有气泡、明显的划伤、凹陷、杂质、颜色不均等缺陷。管端头应切割平整,并与管轴线垂直。
3管材尺寸
3.1管材长度
3.1.1直管长度一般为6m、9m、12m,也可由供需双方商定。长度的极限偏差为长度的+0.4%,-0.2%。
3.1.2盘管盘架直径应不小于管材外径的18倍。盘管展开长度由供需双方商定。
3.2平均外径
管材的平均外径,应符合表8规定。对于精公差的管材采用等级B,标准公差管材采用等级A。采用等级B或等级A由供需双方商定。无明确要求时,应视为采用等级A。
表8 平均外径

6.3.3 壁厚及偏差
管材的最小壁厚 ey,min等仪公称壁厚en。管材任一点的壁厚公差应符合表 9 的规定。
表9 任一点的壁厚公差

6.4静液压强度
管材的静液压强度应符合表10要求。
表10 管材的静液压强度

80°C静液压强度(165h)试验只考虑脆性破坏。如果在要求的时间(165h)内发生韧性破坏,则按表11选择较低的破坏应力和相应的最小破坏时间重新试验。
表11 80℃时静液压强度(165h)再实验要求

6.5物理性能
管材的物理性能能应符合表12要求。当在混配料中加入回用料挤管时,对管材测定的熔体流动速率(MFR)(5kg,190℃)与对混配料测定值之差,不应超过25%。
表12 管材物理性能要求

6卫生性能
用于饮用水输配的管材卫生性能应符合GB/T 17219的规定。
管道连接
1.一般规定:
1.1.管材、管件以及管道附件的连接应采用热熔连接(热熔对接、热熔承插连接、
热熔鞍形连接)或电熔连接(电熔承插连接、电熔鞍形连接)及机械连接(锁
紧型和非锁紧型承插式连接、法兰连接、钢塑过度连接)。公称外径大于或等于63mm的管道不宜采用手工热熔承插连接,壁厚<6mm的管材不宜使用热熔对接的连接方法,聚乙烯管材、管件不得采用螺纹连接和粘接。
1.2.管道各种连接应采用相应的专用连接工具。连接时严禁明火加热。
1.3.管道连接宜应采用同种牌号级别,压力等级相同的管材、管件以及管道附件(不同牌号的管材以及管道附件之间的连接,应经过试验,判定连接质量能得到保证后,方可连接)。
1.4.聚乙烯管材、管件与金属管、管道附件的连接,当采用钢制喷塑或球墨铸铁过度管件时,其过度管件的压力等级不得低于管材公称压力。
1.5.在寒冷气候(-5℃以下)或大风环境条件下进行热熔或电熔连接操作时,应采取保护措施,或调整连接机具的工艺参数。
1.6.管道连接时,管材切割应采用专用割刀或切管工具,切割断面应平整、光滑、无毛刺,且应垂直于管轴线。
1.7.管道连接后,应及时检查接头外观质量,不合格者必须返工。
2.热熔连接:
2.1.热熔连接工具的温度控制应精确,加热面温度分布应均匀,加热面结构符合焊接工艺要求。热熔连接前、后应使用洁净棉布擦净加热面上的污物。
2.2.热熔连接加热时间、加热温度和施加的压力以及保压、冷却时间,应符合热熔连接工具生产企业和聚乙烯管材、管件以及管道附件生产企业的规定。在保压、冷却期间不得移动连接件或在连接件上施加任何外力。
2.3.热熔对接连接还应符合下列规定:
2.3.1.两待连接件的连接端应伸出焊机夹具一定自由长度,并校直两对应的待连接件,使其在同一轴线上。错边不宜大于壁厚的10%。
2.3.2.管材、管件以及管道附件连接面上的污物应使用洁净棉布擦净,并铣削连接面,使其与轴线垂直。
2.3.3.待连接件的段面应使用热熔对接连接工具加热。
2.3.4.加热完毕,待连接件应迅速脱离加热工具,检查待连接件的加热面熔化的均匀性和是否有损伤。然后,用均匀外力使连接面完全接触,并翻边形成均匀一致的凸缘,凸缘的高度和宽度应符合有关规定。
2.3.5.不同SDR系列的管材、管件产品互焊时,宜通过机械加工使焊接处壁厚相同。
2.3.6.焊接时,每一个焊口应当有详细的焊接原始记录,焊接原始记录至少应当包括环境温度、焊工代码、焊口编号、管道规格类型、焊接压力、拖动压力、增压时间、加热板温度、切换时间、吸热时间、冷却时间等。
2.3.7.聚乙烯(PE)给水管道热熔对接应采用同厂家、同材质、同牌号的管材与管材,管材与管件之间,管件与管件之间连接;不同SDR系列的聚乙烯管材不宜采用热熔对接连接。
2.4.焊接质量检测:
2.4.1.检测的必要性;
2.4.2.检测方法:焊接接头质量检验分别为破坏性试验和非破坏性试验,在施工现场一般采用非破坏性试验。非破坏性试验主要手段是目测,也可以称为外观检查,主要标准如下:
卷边应均匀、圆滑、饱满,两边卷边尺寸相近;焊缝平滑对称,卷边的高度、翻边的任一边高度差不大于0.1<它的壁厚;切下的翻边不存在未融合、缺口、孔洞等缺陷,切边的管端错边不超过壁厚的10%。


 销售热线:13983378238
销售热线:13983378238  售后服务:023-62980869
售后服务:023-62980869







